閔行區機器人彎管機多少錢一臺
數控彎管機對多元材料的適應性突破了傳統加工限制,通過工藝參數智能匹配實現跨材質加工。加工鋁合金管材時,設備啟動低溫潤滑系統(-5℃),利用冷凝技術減少模具與管材的粘連,某新能源汽車廠用其加工的電池冷卻鋁管,表面粗糙度 Ra≤0.8μm;處理銅材時,專門石墨涂層模具配合脈沖式送料(0.2mm / 次),避免了銅料彎曲時的粘模現象;針對鈦合金與不銹鋼復合管,設備采用梯度壓力彎曲工藝(鈦側壓力>不銹鋼側 15%),確保兩種材料同步變形,某航空部件廠借此技術實現了熱交換器管件的一體化成型。該設備推動彎管加工從 “經驗驅動” 轉向 “數字驅動”,提升行業標準化水平。閔行區機器人彎管機多少錢一臺
數控彎管機的智能故障診斷系統為生產連續性提供了堅實保障,通過多維度數據采集實現預判性維護。設備內置的振動傳感器以 10kHz 采樣頻率監測軸承運行狀態,當某汽車配件廠的設備主軸軸承出現早期磨損時,系統提前 48 小時發出更換預警,避免了因軸承失效導致的停機事故。電氣系統的故障定位精度達模塊級,觸摸屏可實時顯示故障代碼及修復指引,某工程機械廠因此將平均維修時間從 2.5 小時縮短至 40 分鐘。云端診斷平臺還能匯總多臺設備的運行數據,通過 AI 算法識別潛在風險,使設備年均故障率降低 60% 以上。普陀區德國全斯福彎管機定做數控彎管機的普及推動管材加工行業向智能化、少人化生產轉型,降低人力成本。
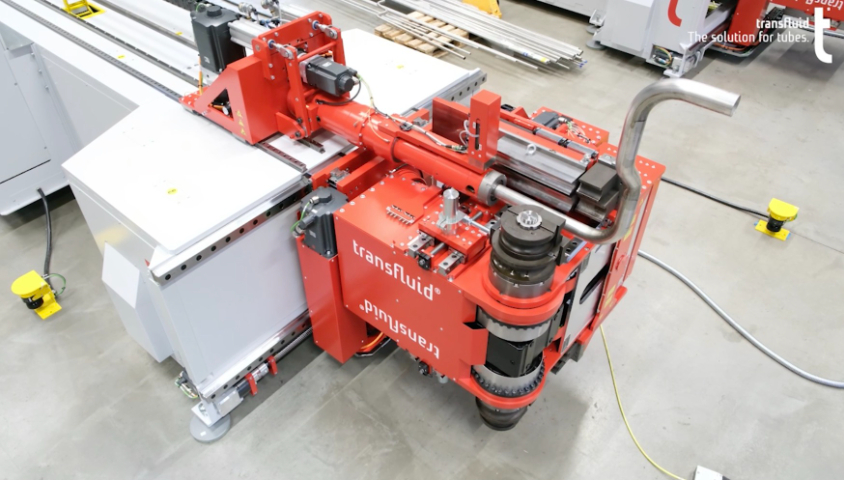
在提升生產效率方面,全自動彎管機的高速加工能力與智能排產系統形成了高效協同。設備的快速換模機構可在 3 分鐘內完成不同彎曲半徑模具的切換,搭配管材自動送料架,能實現 “上料 - 彎曲 - 下料” 的全流程無人化操作。某鋼結構加工廠引入該類設備后,單根建筑用彎管的加工時間從傳統工藝的 8 分鐘縮短至 3 分鐘,日產能提升近 200%。更值得關注的是,設備內置的生產管理軟件可對接工廠 ERP 系統,根據訂單優先級自動排序生產任務,動態調整加工參數,在多品種混線生產場景中,將訂單交付周期平均縮短 30% 以上,充分滿足了現代制造業小批量、多批次的生產需求。?
數控彎管機的能效優化策略兼顧了生產效率與綠色制造需求。伺服電機的節能模式在待機時功耗<30W,某空調企業 20 臺設備年節電約 4.5 萬度;能量回收系統將制動能量轉化為電能存儲,在連續生產中可滿足設備 15% 的電力需求。液壓系統采用變量柱塞泵,根據彎曲負荷自動調節流量,較定量泵機型減少 30% 的液壓油損耗。某壓力容器廠引入配備余熱回收裝置的彎管機,將液壓油冷卻產生的熱量用于車間供暖,每年減少碳排放約 12 噸,實現了經濟效益與環境效益的雙贏。配備管材校直功能,加工前自動修正管材直線度,確保彎曲精度。
針對強度高及特殊材質管材,數控彎管機通過工藝創新突破加工瓶頸。加工抗拉強度≥1200MPa 的超高強鋼液壓管時,設備采用分步彎曲工藝,將 90° 彎曲分解為 3 次 30° 漸進彎曲,配合脈沖式潤滑系統,使管材表面粗糙度 Ra≤1.6μm。在碳纖維復合材料管件加工中,設備采用 - 30℃低溫模具與滾壓彎曲技術,通過降低材料脆性斷裂風險,使某無人機導管的彎曲合格率從 55% 提升至 92%。而對于銅鋁異種金屬復合管,設備通過調整彎曲速度梯度(銅側 0.5mm/s、鋁側 0.8mm/s),避免了兩種金屬因塑性差異產生的界面剝離,滿足了新能源汽車熱管理系統的特殊需求。觸摸屏人機界面操作便捷,支持導入 CAD 圖紙,一鍵生成彎管加工路徑。特馬彎管機定制
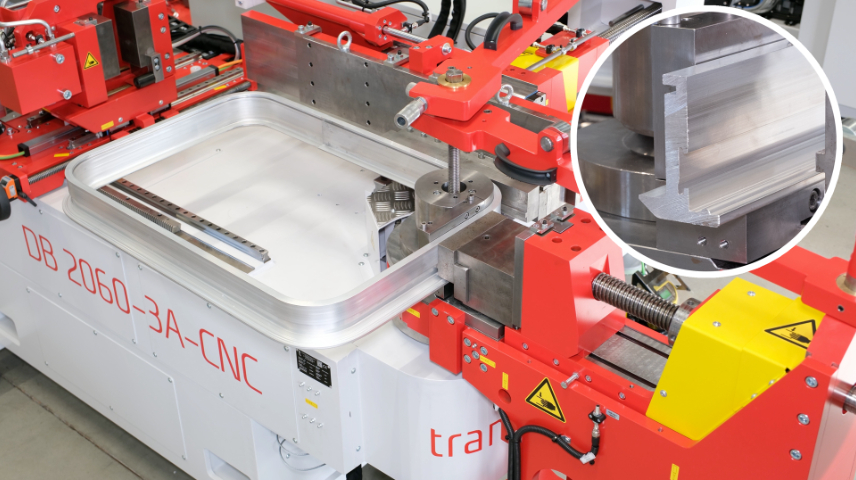
內置防皺模設計,有效解決薄壁管材彎曲時的表面褶皺問題,提升成品合格率。閔行區機器人彎管機多少錢一臺
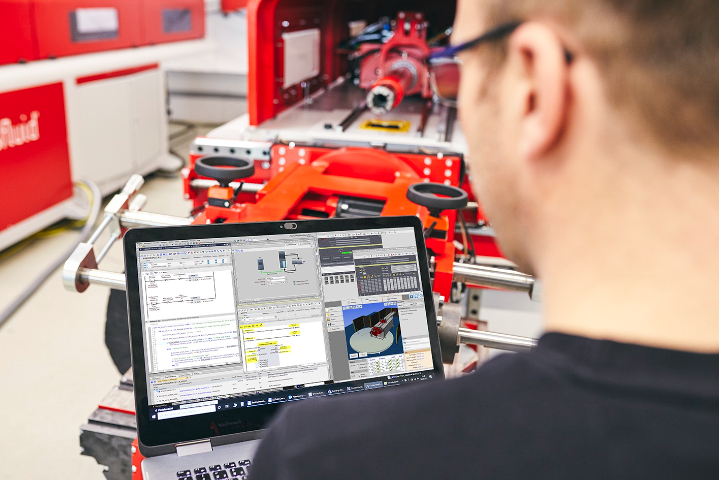
數字化孿生技術與數控彎管機的深度融合,開創了 “虛擬調試 + 實體生產” 的新型制造模式。工程師在數字孿生系統中輸入管材參數與彎曲要求,虛擬彎管機可模擬出實際加工中的每一步動作,某航空發動機廠通過虛擬調試優化了 20 組復雜管路的彎曲順序,避免了實體設備調試時的干涉碰撞,節約成本超 200 萬元。孿生系統還能實時映射實體設備的運行狀態,當檢測到虛擬模型中的管材應力超過閾值時,實體設備自動調整工藝參數,使某航天燃料管的彎曲合格率從 75% 提升至 99.2%。閔行區機器人彎管機多少錢一臺
- 寶山區特馬弗萊克斯彎管機生產廠家 2025-06-11
- 杭州彎管機多少錢一臺 2025-06-11
- 杭州機器人彎管機設計 2025-06-11
- 特馬液壓彎管機報價 2025-06-11
- 馬鞍山特馬弗萊克斯彎管機生產廠家 2025-06-11
- 靜安區機器人彎管機哪家好 2025-06-11
- 徐匯區彎管機生產廠家 2025-06-11
- 長寧區彎管機報價 2025-06-11
- 上海特馬液壓彎管機哪家好 2025-06-11
- 蘇州特馬彎管機廠家 2025-06-11
- 全自動噸包投料站供應 2025-06-12
- 合肥潤滑泵供應商 2025-06-12
- 重慶馬卡龍面糊上料機價格 2025-06-12
- 青島不銹鋼生活水箱多少錢 2025-06-12
- 貴州臺式蒸汽空氣混合滅菌價格 2025-06-12
- 鎮江保溫儲罐報價 2025-06-12
- 中國香港電機變速 2025-06-12
- 南京龍門銑床 2025-06-12
- 電腦屏幕vericode怎么讀 2025-06-12
- 遼寧智能柜體生產線批量定制 2025-06-12