-
 太倉定制立臥復合加工中心咨詢
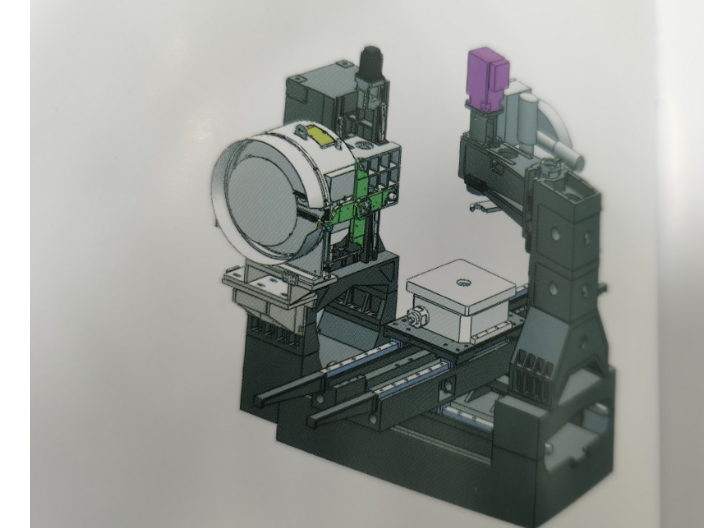
太倉定制立臥復合加工中心咨詢臥復合加工中心在工件一次裝夾的情況下,能對工件上面與側面進行多工序高效復合精密節能加工:減少重復裝夾誤差,特別適用于異性或高精零件加工;高速主軸適用于高速高效加工;低速主軸適用于重負荷與節能加工;立臥磨削主軸適用于端面磨削與周邊精密磨削;超高速電主軸適用于...
2020-12-10 -
 新區推薦型材加工中心設備設備銷售
新區推薦型材加工中心設備設備銷售工業鋁型材除了開模定制的比較特殊意外,經過深加工的鋁型材也是非常特殊的。國內有很多鋁型材廠,大多數的鋁型材規格都非常齊全,像20,30,40甚至90,100,120等系列都是常年現貨供應的。但是,能做深加工的廠家卻只有一部分,其中能把深加工做出一定高度的就...
2020-12-07 -
 訂購立臥復合加工中心價格貴嗎
訂購立臥復合加工中心價格貴嗎多工位立臥復合加工中心,通過旋轉傳送裝置對臥式加工工位、立式加工工位和拆裝工位上的 加工平臺進行循環輪轉,以達到臥式主軸和立式主軸可對不同工件在不同方向上同時進行加工以及工件拆裝與加工可同時進行的目的,從而提高工件加工歡率。 多工位立臥復合加工...
2020-12-07 -
 吳江推薦型材加工中心設備
吳江推薦型材加工中心設備鋁型材搭建框架經常會用到幾種加工設備也就切割、鉆孔、攻螺紋的三種加工設備。這種設備每個鋁型材加工廠家都有,下面我們就一起來認識一下。 鋁型材切割機 切割機是用來切割鋁型材的,鋁型材整支的長度一般是6米,加工成框架前需要將型材切割成規定...
2020-12-06 -
 無錫供應立臥復合加工中心設備制造
無錫供應立臥復合加工中心設備制造什么是立臥復合加工中心呢?立臥復合加工中心在工件一次裝夾的情況下,能對工件上面與側面進行多工序高效復合精密節能加工:減少重復裝夾誤差,特別適用于異性或高精零件加工;高速主軸適用于高速高效加工;低速主軸適用于重負荷與節能加工;立臥磨削主軸適用于端面磨削與周邊...
2020-12-06 -
 張家港訂購型材加工中心設備哪家強
張家港訂購型材加工中心設備哪家強重型角碼自動切割機、重型雙頭切割機 這兩種機器都是用來鋸切工業鋁型材的,鋁型材生產出來的時候是6米長,組成框架前需要按照設計圖切割成適用長短。這兩種切割機的精確度非常高,工作效率也非常高。 落地式砂輪機 砂輪機是用來刃磨各種刀具、...
2020-12-05 -
蘇州型材加工中心設備聯系人
型材加工中心設備機器:鋁型材打孔機器——開式可傾壓力機沖床 用來組裝框架的鋁型材有時候需要鉆孔,就要用到沖床。沖床不僅只可以鉆孔,還可以使得板材或者或者型材彎曲。 一個完整的鋁型材加工中心不僅只有上述三種基本設備,還有臺式鉆床、銑鉆床、...
2020-12-03 -
 無錫庫存型材加工中心設備怎么樣
無錫庫存型材加工中心設備怎么樣鋁型材加工設備 型材攻絲注意事項: 1.因鋁型材的材質比較軟,粘性比較大,用螺旋絲錐、 2.一般的攻絲機力度比較大,若有鋁削的會直接攻下去,會導致爛牙或者斷絲錐,孔徑增大的問題。 3.與操作也有關系,...
2020-12-01 -
 上海什么是小型加工中心報價表
上海什么是小型加工中心報價表刀庫對加工中心來說十分重要,各類工序加工都是由刀庫完成的。刀庫一般分為三種,圓盤式、斗笠式和鏈式刀庫。小型加工中心換刀和刀庫的選擇可以根據被加工工件的工藝分析結果來確定所需刀具數量,通常以需要一個零件在一次裝夾中所需刀具數來確定刀庫的容量,...
2020-12-01 -
 昆山制造立臥復合加工中心怎么樣
昆山制造立臥復合加工中心怎么樣數控系統功能分為基本功能與選擇功能,可以從操作方式、用戶功能、控制方式、驅動形式、反饋形式、接口形式、檢測與測量、報警與提示、故障診斷等方面綜合衡量。基本功能是必須提供的,而只有當用戶選擇了選擇功能后,廠家才會另行提供并另行加價,且定價一般較高。總...
2020-11-30 -
 揚州銷售立臥復合加工中心銷售
揚州銷售立臥復合加工中心銷售現有的數控加工機床一般都是單獨臥式或者單單獨式的,即只能從橫向或者縱向 擇一對工件進行加工,而對于不同工件而言,有時在工件上會同時有橫向和縱向的加工點, 例如橫向鉆孔、縱向鉆孔等,這種情況下,采用現有的單獨式加工機床加工工件時,要首先 完成一個方向的加工后...
2020-11-30 -
無錫定制立臥復合加工中心哪個好
隨著工業技術的發展,對加工零部件的精度要求越來越高,產品加工形狀、加工工藝要求更高,很多零部件原來是分開加工的,由于多次裝夾,零部件的公差難以保證,越來越多的零部件要求一次裝夾完成全部工序的加工,普通的設備已無法滿足加工需求。如現有的立式加工中心只能對一個...
2020-11-29 -
 蘇州常規小型加工中心制品價格
蘇州常規小型加工中心制品價格小型加工中心應注意保養,上下班之后應清掃鐵絲,并及時加潤滑油,以減少摩擦;選擇適合工件加工的冷卻液,在能達到其他工序加工要求的情況下,盡量選用較高的主軸轉速。需要特別留意的問題:批量加工過程中出現的工件超差小型加工中心具有高精高效的特點,在機械手的參...
2020-11-29 -
 浙江品質小型加工中心代理價格
浙江品質小型加工中心代理價格小型加工中心工件逆銑和順銑的基本概念 順銑和逆銑作為銑削加工中的兩種銑削方法被很廣地使用,我們先來看一下它的基本概念,銑削時,銑刀切入工件時切削速度方向與工件進給方向相同,這種銑削方式稱為順銑,順銑時刀齒的切削厚度從比較大零逐漸遞減至零;如果銑削時,...
2020-11-29 -
 上海什么是立臥復合加工中心供應公司
上海什么是立臥復合加工中心供應公司坐標軸行程 很基本的坐標軸是X、Y、Z三軸,其行程和工作臺尺寸有相應的比例關系,工作臺面的大小基本上確定了加工空間的大小。如個別零件的尺寸大于臥式加工中心行程時,則必須要求零件的加工區域處于機床的行程范圍之內,此外還要考慮零件是否與機床交換刀...
2020-11-28 -
 昆山咨詢型材加工中心設備價格有嗎
昆山咨詢型材加工中心設備價格有嗎型材加工中心設備分類可分為以下幾類: 從制造所采用的材料上面可分為:高速鋼刀具、硬質合金刀具、陶瓷刀具、超硬刀具。 從結構上面可分為: (1)整體式、鑲嵌式。鑲嵌式刀具可分為焊接式和機夾式兩種。機夾式根據刀體結構不同,也可...
2020-11-28 -
 南京制造立臥復合加工中心
南京制造立臥復合加工中心在目前,對于航空零部件,五軸聯動的數控銑床以及具有五坐標聯動控制、轉臺結構的數控機床等復合設備的需求增加。復合化加工包括工序復合化和功能復合化。采用五軸聯動對三維曲面零件進行加工時,可調整刀具的比較好幾何形狀來進行切削,不僅加工表面粗糙度低,而且效...
2020-11-28 -
 蘇州訂購型材加工中心設備制品價格
蘇州訂購型材加工中心設備制品價格整個社會正處于不斷進步和發展的過程之中任何一個行業都離不開進步和吸取新的養分,尤其是對于現在發展比較快速的工業來說,如果長期不能夠跟隨時代發展的腳步停滯不前的話,難免就會失去很多發展的機會。所以在這個時候作為一個發展歷史比較悠久的行業更是要關注這樣一些問...
2020-11-28 -
 蘇州使用雙主軸加工中心價格
蘇州使用雙主軸加工中心價格雙主軸加工中心的現狀分析:現代化的加工中心只有在使用相應的夾緊裝置的條件下,才能以其較高的切削和進給速度,使較高的加速度和較高的主軸轉速真正達到較高的生產效率。夾具可以在很大程度上影響著刀具換裝時間和上料時間。而在這段時間里機器是處于停機狀態的。因...
2020-11-28 -
新區關于型材加工中心設備怎么樣
很強度型材加工中心涉及一種很強度型材加工中心,所述X軸滑軌沿所述床身長度方向設置,設有Y軸滑板的一側設有減速機安裝板,所述減速機安裝板裝有X軸驅動電機和減速機,所述X軸驅動電機通過所述減速機將動力輸出給所述Y軸滑板使其在所述X軸滑軌作直線運動;所述刀庫通過...
2020-11-26 -
無錫咨詢立臥復合加工中心產品介紹
臥式加工中心是屬于傳統加工中心的一種,對應的是立式加工中心。臥式加工中心主軸與工作臺平行,主要加工箱體類零件,只能做銑削加工,不能夠做車加工。分為三軸、四軸、五軸等加工中心,它主要以大件加工為主,加工效率高,不過占地面積大,成本高。 車銑復合加工中心...
2020-11-26 -
 南通使用雙主軸加工中心公司
南通使用雙主軸加工中心公司加工中心,是用于對工件進行成型加工的大型設備。目前多是采用單一主軸對工件進行加工,在工件形狀較為復雜時,加工效率低,難以滿足生產需求。針對現有技術的上述缺陷,提供一種雙主軸臥式加工中心和一種雙主軸臥式加工中心的使用方法。 本發明解決其技術問題所采用的...
2020-11-26 -
常州訂購小型加工中心供應公司
小型加工中心順銑和逆銑加工的特點刀具切削金屬的過程是一個非常復雜的過程,切削層在主切削刃和前刀面的擠壓作用下,發生剪切滑移和翅性變形,影響著切削加工的穩定性和工件的表面質量。順銑和逆銑由于切屑厚度的變化不同,直接影響著切屑的塑性變形,同時影響著切削...
2020-11-26 -
提供立臥復合加工中心保養
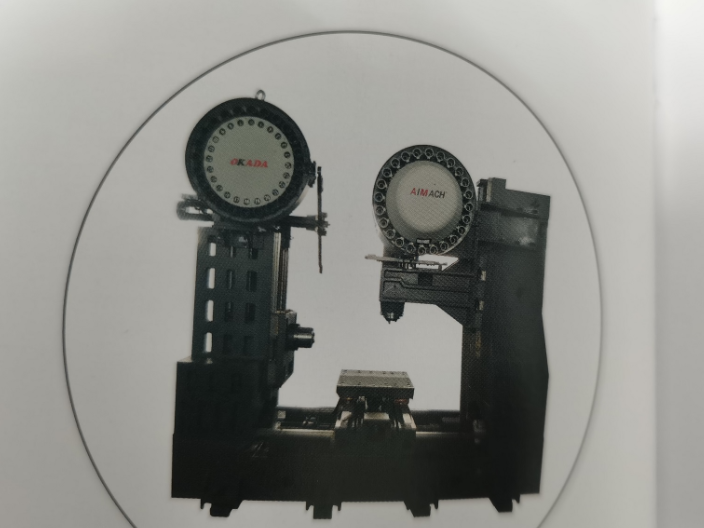
提供多工位立臥復合加工中 心,通過旋轉傳送裝置對臥式加工工位、立式加工工位和拆裝工位上的加工平臺進行循環 輪轉,以達到臥式主軸和立式主軸可對不同工件在不同方向上同時進行加工以及工件拆裝 與加工可同時進行的目的,從而提高工件加工效率。一種多工位立臥復合加工中...
2020-11-26 -
 浙江定制小型加工中心價格有嗎
浙江定制小型加工中心價格有嗎小型加工中心順銑和逆銑加工的特點刀具切削金屬的過程是一個非常復雜的過程,切削層在主切削刃和前刀面的擠壓作用下,發生剪切滑移和翅性變形,影響著切削加工的穩定性和工件的表面質量。順銑和逆銑由于切屑厚度的變化不同,直接影響著切屑的塑性變形,同時影響著切削...
2020-11-24 -
 江蘇銷售雙主軸加工中心價格報價
江蘇銷售雙主軸加工中心價格報價雙主軸加工、高精密剛性主軸 ★主軸軸承采用預壓高精密斜角滾珠軸承,給予主軸比較大的剛性與比較高的精度。 ★采用高扭矩廣域主軸電機,輸出功率高, 扭矩大。機床主軸無齒輪傳動,使主軸運轉時噪聲低、震動小、熱變形小。 ★從交流主軸電機,經二對齒...
2020-11-24 -
南京制造型材加工中心設備設備銷售
軸聯動型加工中心):是指通過加工主軸軸線與工作臺回轉軸線的角度可控制聯動變化,完成復雜空間曲面加工的加工中心。主軸與工作臺面的垂直度檢測8、X/Y/Z軸滾珠絲杠軸承狀態檢測、9、X/Y/Z軸絲杠狀態檢測加工中心定期保養項目加工中心機械部份3、檢查液...
2020-11-24 -
 昆山質量立臥復合加工中心好的公司
昆山質量立臥復合加工中心好的公司能夠實現一次裝夾加工上面和側面,雖然可以采用自動裝卸側銑頭的方式,但側面的不同方向都要加工時,又要求側銑頭必須能夠自動轉換角度,這樣的機型價格非常昂貴,同時由于結構上的原因,換刀、拆裝側銑頭以及側銑頭轉角都很慢,需要消耗大量時間,嚴重影響加工效率。 ...
2020-11-24 -
南京使用型材加工中心設備規格尺寸
用型材加工中心需要注意哪些方面的問題呢?在這種加工中心里面有很多零配件以及一些電子元件,這些年配件和電子元件都有相應的使用壽命,所以說平時要注意配件和一些器件的使用的壽命情況,在快要到達使用壽命的時候就應該趕快對這些部件進行更換。平時為了保證這種工具能夠使...
2020-11-24 -
 南京安裝型材加工中心設備價格優惠
南京安裝型材加工中心設備價格優惠型材加工中心設備機器:鋁型材打孔機器——開式可傾壓力機沖床 用來組裝框架的鋁型材有時候需要鉆孔,就要用到沖床。沖床不僅只可以鉆孔,還可以使得板材或者或者型材彎曲。 一個完整的鋁型材加工中心不僅只有上述三種基本設備,還有臺式鉆床、銑鉆床、...
2020-11-23