上海透明塑料周轉箱規格
閑置的塑料周轉箱應該怎么存放:一、平整碼放:塑料周轉箱閑置不用的時候,應平整的堆疊在一起,放在固定的地方,待下次使用時再拿過來用時很方便,但要注意一定要平整的碼放,如碼放不平整的話,閑置時間過長便容易造成塑料周轉箱的變形。二、存儲環境:有些企業因倉庫空間不大,所以把暫時不用的塑料周轉箱放在室外,為了節省倉庫空間,但是長時間放在室外,風吹日曬會加速塑料周轉箱的老化,影響了塑料周轉箱的使用壽命。因此,長期閑置的塑料周轉箱一定要放在室內碼放。三、分類存放:通常企業會用到不同款式的塑料周轉箱,閑置存放的時候,建議是大小分類存放,切記隨意堆放,這樣不只更占用空間,也不利于下次使用時拿取。四、合理碼放:為了節約空間,有些企業會把閑置下來的塑料周轉箱碼放過高,這樣雖然占用的空間很小,碼放過高不只非常危險,還會因堆碼過高導致受力不均勻或承載壓力過大而造成損壞。塑料周轉箱適用于工廠物流中的運輸、配送、儲存、流通加工等環節。上海透明塑料周轉箱規格

造成塑料周轉箱箱體易發脆的原因有以下幾點:1、塑料周轉箱原料混有其它雜質或摻雜了不適當的或過量的溶劑或其它添加劑時。2、塑料再生次數太多或再生料含量太高,或在機筒內加熱時間太長,都會促使制件脆裂。3、塑料本身質量不佳,例如分子量分布大,含有剛性分子鏈等不均勻結構的成分占有量過大,或受其它塑料摻雜污染、不良添加劑污染、灰塵雜質污染等也是造成發脆的原因。4、機筒、噴嘴溫度太低,需要調高。如果物料容易降解,則應提高機筒、噴嘴的溫度。5、降低螺桿預塑背壓壓力和轉速,使料稍為疏松,并減少塑料因剪切過熱而造成的降解。6、模溫太高,脫模困難;模溫太低,塑料過早冷卻,熔接縫融合不良,容易開裂,特別是高熔點塑料如聚碳酸酯等更是如此。浙江重型塑料周轉箱承重塑料周轉箱可自行堆放,不只可以用于周轉,還可以用作成品。
塑料周轉箱,其在價格上,根據其尺寸大小,是有不同價位的,可以從幾元到幾百元不等。至于,其在使用過程中是否有缺點,其回答,則是肯定的,是毋庸置疑的。其的優點,是成本低且使用靈活,缺點是只能承載一些重量較輕的小型貨物,而且,體積還不能太大,否則,會縮短塑料周轉箱的使用壽命的。一般來講,塑料周轉箱是用注塑模具來制作取得的。封閉式周轉箱告訴您其所采用的工藝,則是為注塑成型,將受熱融化的材料,在高壓時射入模腔內,然后,進行冷卻固化,來取得成品。從而,來取得塑料周轉箱。
塑料周轉箱生產過程中常見的問題?塑料周轉箱生產過程中存在變形。變形可分為這幾種情況。在模具試驗過程中,模具頂桿可能太薄,分布不均勻,脫模坡度設置不當。在生產過程中,塑料周轉箱的變形很可能是由于機器參數設置不當造成的。例如,冷卻時間設定過短,模具溫度過高,塑料周轉箱的冷卻不均勻等。因此,它有一個變形,此時應及時調整注塑機的參數。塑料周轉箱的顏色不均勻或混合。造成這一現象的原因很可能是由于原料在桶內停留時間過長,模具內的死角導致氧化原料在前期生產中殘留,不能均勻地進行塑化。為了找出問題,我們必須在實際生產中逐—檢查。塑料周轉箱遠端澆口有皺褶。主要原因是模具越大,聚合物流體前端的過早冷卻便可以實現。我們可以通過提高模具和熔體的溫度來調整和優化工藝來解決這—問題。建議挑選顏色鮮艷、無異味的塑料周轉箱。
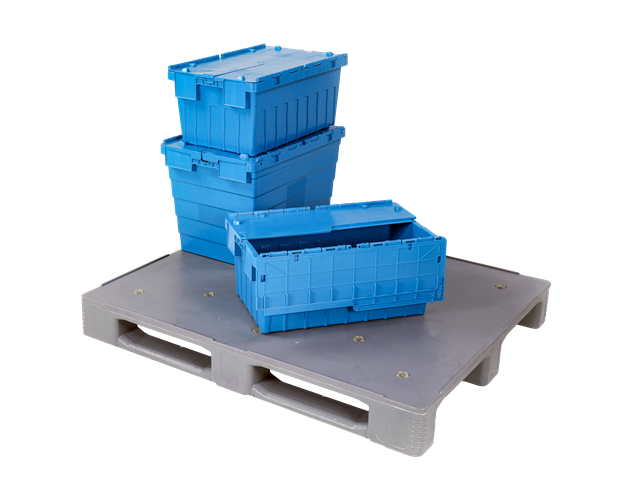
表面光滑美觀、顏色齊全:由于塑料周轉箱的特殊成型工藝,通過色母粒的調色可以達到任意顏色,而且表面光滑,易于印刷。環保效果明顯:塑料周轉箱具有無毒、無污染等特點,廢棄處理簡單,不會對環境造成污染。還可廢物再利用,做成其它塑料制品。塑料周轉箱材質為共聚丙烯、聚乙烯合成,自重輕,使用壽命長。塑料周轉箱與各類物流器具在使用過程中尺寸配完好。塑料周轉箱有效工作溫度為-25℃-40℃。塑料周轉箱可堆疊存放,節省使用空間。塑料周轉箱不帶蓋可堆式周轉箱統一規格箱體滿載時可堆垛6-7層;帶蓋可堆式周轉箱統一規格箱體滿載時可堆垛4層。優越的耐沖擊性:重壓或撞擊時不易碎裂,不會留下刮痕,可終身使用。其合理的設計,優良的品質,適用于工廠物流中的運輸、配送、儲存、流通加工等環節。抗折,抗老化,承載強度大:拉伸、壓縮、撕裂、溫度高、色彩豐富、做成包裝箱式周轉箱既可用于周轉又可用于成品出貨包裝,輕巧、耐用、可堆疊。塑料周轉箱使用時間長、使用頻率頻繁,在挑選塑料周轉箱時要測試其承載、耐磨等能力是否過關。江蘇miniload塑料周轉箱規格
塑料周轉箱堆垛使用時,應考慮自身周轉箱承重以及堆垛高度限制。上海透明塑料周轉箱規格
在日常使用過程中,塑料周轉箱難免會出現一些故障:1、欠注。在塑料周轉箱試模開始階段出現這種現象可能是由于螺桿位置調節不準確,若非這種情況,可能是由于熔料溫度低、模具溫度不夠或二級注射壓力與速率不高等引起。對這兩種情況做相應調整即可。當然,對于封閉的真空上料機,要確認原料是否充足。2、脫模變形。脫模時制品變形可分多種情況,若在試模階段發生變形,應該考慮是否是模具頂桿太細、分布不勻或脫模斜度設置不當等原因。若是生產過程中出現變形應是工藝參數設置不當,如冷卻時間過短、模具溫度過高,導致塑料周轉箱冷卻不好,此時要做相應調整。3、顏色不均勻或有雜色。產生這類現象的主要原因是原料在料筒停留時間過長、模具有死角、塑化不均勻等,在實際生產中要逐項排除。4、澆口遠端有皺紋。這主要是由于模具較大、料流前端過早冷卻造成的,通常提高模具溫度和提高熔體溫度可以解決。上海透明塑料周轉箱規格
- 陜西透明塑料周轉箱尺寸 2025-05-30
- 陜西重型立庫托盤廠家 2025-05-30
- 河南中空板塑料周轉箱報價 2025-05-30
- 四川食品塑料托盤制造商 2025-05-30
- 吹塑塑料托盤多少錢一個 2025-05-30
- 湖北鋰電池立庫托盤供應 2025-05-30
- 山東重載立庫托盤工廠 2025-05-30
- 蘇州標準塑料周轉箱多少錢一個 2025-05-30
- 陜西平板塑料托盤制造廠家 2025-05-30
- 深圳中空塑料托盤定制 2025-05-30
- 長寧區如何禮品盒印刷推薦貨源 2025-05-30
- 南通PE泡棉膠帶供應商 2025-05-30
- 云浮圓蓋塑料瓶特點 2025-05-30
- 無錫什么樣香水瓶玻璃瓶商店 2025-05-30
- 常州紙漿模塑 2025-05-30
- 仙桃手提袋廠家供應 2025-05-30
- 陜西透明塑料周轉箱尺寸 2025-05-30
- 江蘇半導體設備木制托盤多少錢 2025-05-30
- 閔行區物流木托盤批發 2025-05-30
- 陜西重型立庫托盤廠家 2025-05-30