天津物流塑料周轉箱批發價
塑料周轉箱,在倉儲,物流包裝,行業中應用較為寬泛,起著重要的作用。正確合理的使用塑料周轉箱,不只可以讓其充分發揮作用,而且還可以延長其使用壽命,更重要的是,還能降低塑料周轉箱的采購成本。那我們在使用塑料周轉箱時,需要注意哪些呢?下面一起來了解一下!(1)一般未加阻燃劑的塑料周轉箱,為易燃品,應遠離明火。(2)應輕拿輕放塑料周轉箱,避免落地時受力不均,發生損壞。(3)周轉箱中放置貨物時應均勻放置,避免尖銳面直接壓在周轉箱箱底部,否則塑料周轉箱會因受力不均而發生側歪或損壞,甚至會損壞箱內的貨物。(4)塑料周轉箱用配套托盤時應考慮其尺寸是否與托盤相適應,應避免尺寸不合適或擺放不當而發生側歪或倒箱。(5)堆碼使用時應考慮自身周轉箱的承重,堆碼高度應進行限制。(6)避免在強光強紫外線下照射。以免引起老化,導致韌性,強度都降低,加速縮短使用壽命。如果塑料周轉箱聞起來有異味,說明其不符合生產標準。天津物流塑料周轉箱批發價
塑膠周轉箱是用塑膠生產出來的運轉箱、物流箱,塑膠周轉箱屬于包裝和周轉材料類型。有些塑膠周轉箱還配套了箱蓋(有的箱蓋是單獨配套使,一般都通用幾款同類型的物流箱產品。有的是針對同一款箱設計的箱蓋,都為和箱體鏈接或通過其它輔助配件和箱體連接為一體)。還有些塑膠周轉箱設計成可折疊式樣,在空箱的時候可以減少倉儲體積同時也減少來回的物流費用。塑料周轉箱之所以能迅速地取代傳統的木質周轉箱,除了木材資源緊張,供應困難之外,塑膠周轉箱性能優越、承重較好、成型方便、價格低廉則是重要原因。規格也比較多樣,環保無污染,一般能達到出口以及裝食品級的嚴格要求。蘇州工業塑料周轉箱制造廠家周轉箱在生活中極其常見的,塑料周轉箱到底有那些性能呢?
塑料周轉箱的質量標準不合格有哪些?1、欠注(少料):在塑料周轉箱試模開始階段出現這種現象可能是由于螺桿位置調節不準確,若非這種情況,可能是由于熔料溫度低、模具溫度不夠或二級注射壓力與速率不高等引起。對這兩種情況做相應調整即可。當然,對于封閉的真空上料機,要確認原料是否充足。2、脫模變形(模具的溫度過高):脫模時制品變形可分多種情況,若在試模階段發生變形,應該考慮是否是模具頂桿太細、分布不勻或脫模斜度設置不當等原因。若是生產過程中出現變形應是工藝參數設置不當,如冷卻時間過短、模具溫度過高,導致塑料周轉箱冷卻不好,此時要做相應調整。3、顏色不均勻或有雜色:產生這類現象的主要原因是原料在料筒停留時間過長、模具有死角、塑化不均勻等,在實際生產中要逐項排除。4、澆口遠端有皺紋:這主要是由于模具較大、料流前端過早冷卻造成的,通常提高模具溫度和提高熔體溫度可以解決。
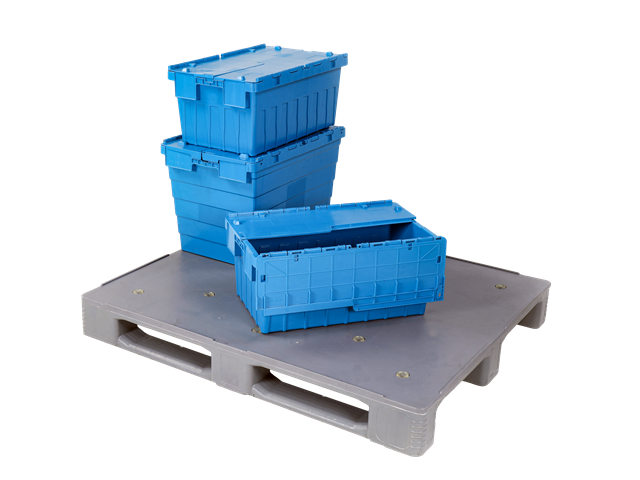
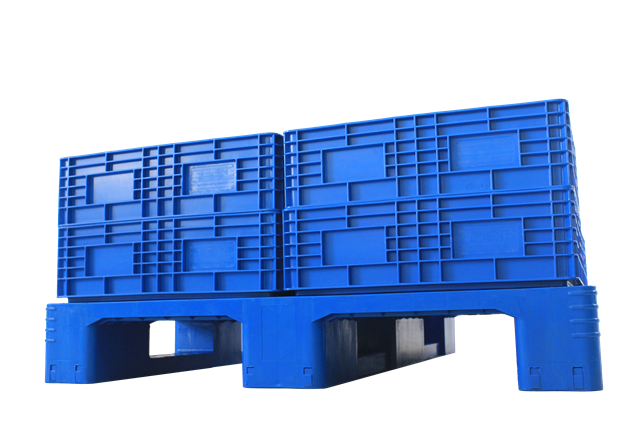
塑料周轉箱為什么會發脆?一、原料方面(1)塑料周轉箱原料混有其它雜質或摻雜了不適當的或過量的溶劑或其它添加劑時。(2)塑料再生次數太多或再生料含量太高,或在機筒內加熱時間太長,都會促使制件脆裂。(3)塑料本身質量不佳,例如分子量分布大,含有剛性分子鏈等不均勻結構的成分占有量過大,或受其它塑料摻雜污染、不良添加劑污染、灰塵雜質污染等也是造成發脆的原因。二、工藝方面(1)機筒、噴嘴溫度太低,調高它。如果物料容易降解,則應提高機筒、噴嘴的溫度。(2)降低螺桿預塑背壓壓力和轉速,使料稍為疏松,并減少塑料因剪切過熱而造成的降解。(3)模溫太高,脫模困難;模溫太低,塑料過早冷卻,熔接縫融合不良,容易開裂,特別是高熔點塑料如聚碳酸酯等更是如此。(4)型腔型芯要有適當的脫模斜度。型芯難脫模時,要提高型腔溫度,縮短冷卻時間。型腔難脫時,要降低型腔溫度,延長冷卻時間。(5)盡量少用金屬嵌件,象聚苯乙烯這類脆性的冷熱比容大的塑料,更不能加入嵌件注塑。建議挑選顏色鮮艷、無異味的塑料周轉箱。

是否黑色的周轉箱,都是防靜電周轉箱?這個的話,周轉箱生產廠家認為,其答案是否定的,因為,這個結論太武斷了。一般的,防靜電周轉箱的顏色,是為黑色,但是,其不是包括了所有,普通的周轉箱,也可以有黑色的,這也是可以的,所以,才會得出這一結論。SHG折疊周轉箱,可以用來裝水果蔬菜嗎?以及,一次性折疊塑料周轉箱,其模具周期是為多少?SHG折疊周轉箱,其是可以用來裝水果蔬菜的,如果嗎,準確來講的話,是其中的A系列和C2系列,主要是這兩個系列。而對于一次性折疊塑料周轉箱這一種周轉箱,其在模具生產周期上,一般是為45天左右,在材質上,則是為S136及H13等這些鋼料。塑料周轉箱原料混有其它雜質或摻雜了不適當的或過量的溶劑或其它添加劑時箱體易發脆。江西食品塑料周轉箱廠家批發
塑料周轉箱使用配套托盤時,應考慮周轉箱尺寸是否適用,避免尺寸不合適,擺放不當而發生側歪或倒箱。天津物流塑料周轉箱批發價
塑料周轉箱生產過程中常見的問題?塑料周轉箱生產過程中存在變形。變形可分為這幾種情況。在模具試驗過程中,模具頂桿可能太薄,分布不均勻,脫模坡度設置不當。在生產過程中,塑料周轉箱的變形很可能是由于機器參數設置不當造成的。例如,冷卻時間設定過短,模具溫度過高,塑料周轉箱的冷卻不均勻等。因此,它有一個變形,此時應及時調整注塑機的參數。塑料周轉箱的顏色不均勻或混合。造成這一現象的原因很可能是由于原料在桶內停留時間過長,模具內的死角導致氧化原料在前期生產中殘留,不能均勻地進行塑化。為了找出問題,我們必須在實際生產中逐—檢查。塑料周轉箱遠端澆口有皺褶。主要原因是模具越大,聚合物流體前端的過早冷卻便可以實現。我們可以通過提高模具和熔體的溫度來調整和優化工藝來解決這—問題。天津物流塑料周轉箱批發價
- 重慶田字形塑料托盤供應 2025-05-29
- 安徽小型塑料周轉箱型號 2025-05-29
- 湖北大號塑料周轉箱模具 2025-05-29
- 惠州防靜電塑料托盤廠家哪家好 2025-05-29
- rfid立庫托盤生產企業 2025-05-29
- 北京鋰電池立庫托盤制造廠家 2025-05-29
- 江西網格塑料托盤批發廠 2025-05-29
- 湖南標準塑料周轉箱托盤 2025-05-29
- 湖北中空塑料周轉箱哪家好 2025-05-29
- 浙江多種立庫托盤批發 2025-05-29
- 江蘇如何選擇木制托盤供應商 2025-05-29
- 桐廬鼻竇鏡器械盒(三層)綠色硅樹脂消毒盒椎間孔鏡消毒盒廠家 2025-05-29
- 西寧白卡紙披薩盒批發 2025-05-29
- 醫藥打包機使用方法 2025-05-29
- 松江區包裝木托盤尺寸 2025-05-29
- 黃色PET打包帶廠家電話 2025-05-29
- 常州包裝塑料袋 2025-05-29
- 蘇州旋轉塑料瓶生產 2025-05-29
- 25L堆碼桶銷售廠家 2025-05-29
- 嘉定區批量塑料薄膜哪里買 2025-05-29