云南激光對中儀器
ASHOOTER激光對中儀通過昆山漢吉龍測控技術有限公司在中國及亞太地區提供***的本地化支持,其服務體系基于技術適配、快速響應和定制化服務構建,具體特點如下:一、本地化技術支持網絡快速響應機制昆山漢吉龍作為中國區總代理及亞太區售后服務中心,配備本地化技術團隊,承諾響應時間<4小時,覆蓋石化、電力、船舶等**工業城市的需求提供20個工業城市體驗中心網絡,用戶可現場體驗設備操作并獲取技術支持,例如在南京、廣州等地的冶金和能源企業案例中實現快速故障排查定制化固件開發針對中國市場特殊需求(如高溫、高濕環境),漢吉龍聯合SY技術公司開發定制化固件,優化熱膨脹補償算法和電磁抗干擾能力,適應石化廠壓縮機、船舶動力軸系等復雜工況。支持中文操作界面及ISO/API認證報告生成,符合國內企業質量管理體系要求。 法國 SYNERGYS 激光對中儀器。云南激光對中儀器
激光對中儀器
選擇漢吉龍激光對中儀(如ASHOOTER系列)的幾大**理由如下:一、高精度與技術創新0.001mm級精度采用雙模激光傳感技術(635-670nm半導體激光器+30mmCCD探測器),分辨率達0.001mm,遠超傳統千分表(0.01mm)支持 動態補償,自動修正熱膨脹和軟腳誤差,例如某煉油廠案例中地腳調整量精確至0.71mm,減少冷態與熱態運行偏差。逆向測量與多技術融合通過雙測量單元(S和M)雙向發射激光,結合 PSD探測器 和 傾角儀 實現三維偏差計算,適用于20米以上長軸距設備集成 紅外熱像儀(FLIR Lepton 160×120像素)和振動分析套件(VSHOOTER+),實現預測性維護,提前預警軸承過熱或潤滑異常。二、效率提升與操作簡化效率比傳統方法高10倍傳統千分表需8-12小時完成的對中任務,激光對中儀*需2-4小時,例如某鋼廠拉矯機調整時間從12小時縮短至3小時.轉軸激光對中儀器供應商激光對中儀測量及原理。

激光對中儀通過高精度檢測與動態調整,***降低設備故障率,其**機制包括以下方面:一、消除軸系偏差,減少機械應力平行偏差與角度偏差修正激光對中儀可檢測聯軸器的平行偏差(偏移量)和角度偏差(張口量),精度達(傳統千分表為)通過實時調整地腳螺栓或墊片厚度,使兩軸精確對齊,避免因不對中導致的軸承異常磨損、密封件損壞及軸彎曲問題。例如,新疆油田某壓縮機對中后年故障率下降40%。動態補償熱膨脹影響集成熱膨脹算法,自動修正設備冷態與熱態形變差異。某煉油廠案例中,壓縮機熱態偏差從,減少80%因溫度變化引發的軸偏移應力。二、預防性維護與故障預警振動與溫度監測擴展功能模塊(如VSHOOTER+振動套件、FLIR熱像儀)可實時監測設備振動頻譜和軸承溫度,提前預警不平衡、軸承磨損、潤滑失效等問題。例如,某電力機組通過振動分析提**個月發現軸承缺陷,減少60%非計劃停機。軟腳檢測與基礎沉降控制結合數字傾角儀檢測地腳螺栓松動或基礎沉降,避免因軟腳導致的軸系應力集中。某鋼廠案例中,激光對中儀發現地腳調整量誤差≤。
耐用性與環境適應性工業級防護設計防護等級達 IP54,抗電磁干擾,適應石化高溫、船舶潮濕等惡劣環境。采用 可調V型支架+磁性鏈條,兼容非磁性材質聯軸器,避免傳統夾具撓度誤差。續航與維護便捷性6小時續航+1000文件存儲,支持USB導出數據,減少現場作業中斷風險。定期固件升級和校準服務(如光柵尺校準誤差≤0.001mm),確保長期精度穩定性本土化服務與案例驗證本土技術支持昆山漢吉龍提供亞太區技術支持中心,含 年度固件升級+現場培訓,案例報告可定制(如煉油廠減少70%停機時間)。行業認可度在電力、船舶等領域驗證成功,例如某風力發電機齒輪箱對中后軸承壽命延長30%。漢吉龍激光對中儀憑借 高精度、智能化、多場景適配性 及 本土化服務優勢,成為工業設備對中的推薦。HOJOLO激光對中儀在聯軸器對中的應用。
ASHOOTER激光對中儀的“雙激光”與“單激光”設計在技術原理、測量精度和應用場景上存在***差異,以下是基于搜索結果的**區別分析:一、技術原理與結構設計雙激光系統逆向測量機制:雙激光系統(如ASHOOTER)采用兩個測量單元(S和M),分別安裝在待對中設備的兩端,通過雙向發射激光并接收對方信號。激光束能量中心位移由CCD或PSD探測器捕捉,結合傾角儀實現三維偏差計算。動態補償能力:支持實時調整模式,在水平設備中可同步監測熱膨脹和軟腳誤差,垂直設備則通過自動計算墊片調整量實現即時修正。單激光系統單向測量:*使用單個激光源和探測器,依賴接收器內部有限空間(約50mm)的距離B進行測量,精度受限于探測器尺寸簡化操作:通常用于短軸距(<5米)或低精度要求的場景,如小型水泵對中,但對復雜聯軸器或長距離設備適應性差。激光軸對中儀?法國SY 對中紅外振動 。耦合激光對中儀器校準規范
如何使用法國SY 激光對中儀器?云南激光對中儀器
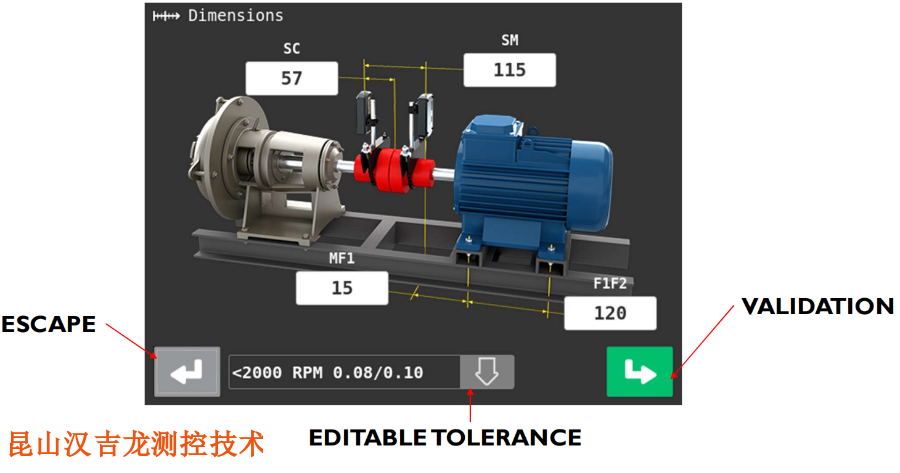
昆山漢吉龍激光對中儀的操作需遵循標準化流程,結合其高精度測量、實時調整及智能化功能:設備安裝與初始化測量單元固定S/M單元區分:將標有"S"的測量單元固定在基準設備端(如固定機座),標有"M"的單元固定在待調整端(如電機或齒輪箱)具選擇:根據軸徑選用磁性夾具、鏈條或V型支架,大型軸(如風電剎車盤)需加裝延長鏈條,確保安裝穩固且激光路徑無遮擋。激光高度對齊:通過調節夾具高度使兩側激光束位于接收窗口中心,誤差需≤0.5 mm設備連接與啟動使用**電纜或藍牙連接顯示單元與測量單元,確保接口標識匹配(如M單元需連接主接口)開機后選擇“水平軸對中”或“垂直軸對中”模式,輸**軸器跨距(A值)、地腳間距(B/C值)等參數,公差需控制在±1 mm以內。云南激光對中儀器
- 昆山激光對中儀器供應商 2025-05-30
- 甘肅疏水閥檢測儀價格 2025-05-30
- 山東疏水閥檢測儀怎么做 2025-05-30
- 山東超音波疏水閥檢測儀 2025-05-30
- 重慶疏水閥檢測儀價格 2025-05-30
- 找正激光對中儀器公司 2025-05-30
- 黑龍江疏水閥檢測儀現狀 2025-05-30
- 吉林疏水閥檢測儀定制 2025-05-30
- 新一代激光對中儀器 2025-05-30
- 天津供應疏水閥檢測儀 2025-05-30
- 拉壓雙向傳感器設計 2025-05-30
- 畢節通用安全閥校驗機構 2025-05-30
- 振動分析儀品牌 2025-05-30
- 茂名標準熱電偶參數 2025-05-30
- 河北微機控制試驗機ISO認證 2025-05-30
- 湖南在線藻類浮游生物鑒定系統 2025-05-30
- 安徽科研院所恒溫振蕩培養箱售價 2025-05-30
- 鄂爾多斯投入式靜壓變送器定制 2025-05-30
- 重慶真空蝶閥供應商 2025-05-30
- 陜西大口徑遠傳水表電池怎么換 2025-05-30