武漢噴漆涂裝流水線大幅度解放人力
?13. 微觀控制:50μm級狹縫的完美滲透?針對精密齒輪箱的防銹需求,匠誠超細霧化噴槍可產生粒徑8-15μm的涂料粒子流,輕松滲入齒隙寬度*0.3mm的嚙合面。某風電齒輪箱制造商使用后,鹽霧測試耐久性從800小時延長至2000小時,且無需人工補噴死角。在3C產品領域,該技術更實現手機Type-C接口內壁的絕緣涂層全覆蓋。?14. 綠色循環:98%廢漆回收的閉環系統?匠誠**的干式漆霧捕集裝置,通過多層PTFE濾材與智能壓差調節,將過噴涂料回收率提升至行業比較高的98%。某電動車輪轂生產線每年可回收再利用聚酯粉末涂料320噸,節約原材料采購成本860萬元。回收物料經靜電分選后純度達99.2%,可直接投入新生產循環。:VOCs排放需結合活性炭吸附+催化燃燒系統,但高濕度環境(>70%)易降低凈化效率,增加能耗?。武漢噴漆涂裝流水線大幅度解放人力
自動化噴漆設備噴槍技術難點分析?1. 霧化效果與噴涂均勻性控制??涂料黏度動態調節?:噴涂過程中涂料黏度波動(±5%偏差)會導致霧化顆粒直徑差異超20μm,引發起粒或橘皮缺陷,需通過閉環黏度控制系統實時調整稀釋劑配比?35。?氣帽/噴嘴協同優化?:氣帽霧化孔堵塞或噴嘴磨損(口徑偏差>0.1mm)會造成噴幅分裂或偏移,需采用自清潔氣帽設計(如超聲波振動模塊)和碳化鎢耐磨涂層噴嘴?47。?壓力精細調控?:噴涂壓力波動超±0.2MPa時,涂層厚度偏差可達30μm,需集成高精度調壓閥(控制精度±0.05MPa)與氣壓實時補償算法?45。江西工業自動化噴漆涂裝流水線促銷價格現有系統對突發狀況(如異物附著、涂層瑕疵)響應滯后,依賴人工干預補噴?。
?5.航空航天特種清洗?"匠誠開發的PH中性清洗劑配合真空脫氣技術,可在不損傷鈦合金的前提下***火箭燃料殘留。某航天院所應用后,部件抗疲勞強度提升27%。"?——西安某航天材料實驗室負責人?"這項技術讓我們的燃料閥體清洗周期從3天縮短至6小時,更重要的是避免了強酸清洗導致的微裂紋風險,通過了NASA的5000次壓力循環測試。"?6.電子元件納米級潔凈?"針對芯片封裝載板清洗,匠誠臨界CO?清洗設備實現0.1μm級微粒***,使焊接虛接率從3‰降至0.02‰。某半導體企業良品率因此提升2.3個百分點。"?——蘇州某封測廠工程總監?"過去用傳統水基清洗總有離子殘留風險,現在不僅每年節水38萬噸,更讓我們的存儲芯片達到JEDEC標準中的比較高清潔等級。"
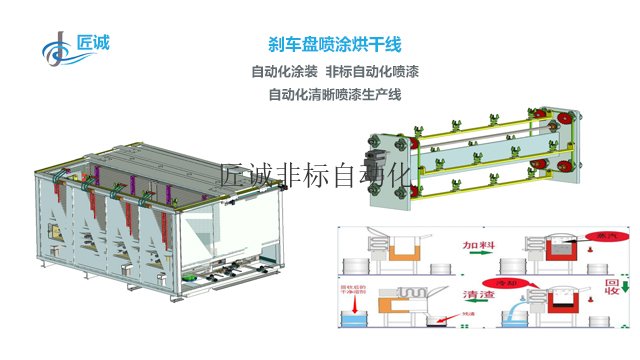
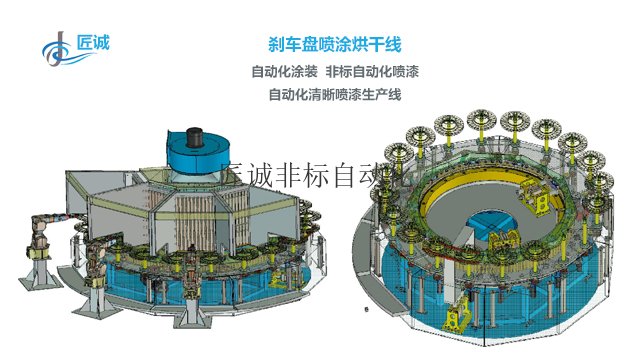
工作原理播報編輯工作原理:自動或手動除塵-自動或手動上料-自動合模-自動噴漆-自動離模-除塵烘干-自動或手動下料—自動或手動洗模1.噴漆方式對比:人工套模、噴漆、清洗模具都由人工進行,且不能同時進行,機器自動完成,并同時進行 生產效率:人工單件進行噴涂,噴涂效率低,自動噴涂機機一次進行多件噴涂,噴涂效率高,是傳統手工噴漆的數倍以上2.產品質量:人手直接接觸工件,油污幾率高,質穩定性差,合格率低。 機械自動操作,減少人手接觸,使工件表面清潔,油污幾率低,穩定的機械確保品質的一致性。3.油漆使用量:單件進行噴涂,且油量不易被控制,噴涂效果不均勻,導致油量耗損大,機器一次進行多件噴涂,形狀及油量和均勻度可控制4.工作環境:人員密集型操作,傳統式的噴漆槽抽風系統,建立行業典型缺陷樣本庫(如光伏硅片的隱裂圖譜),用于設備檢測算法的持續訓練?。
?5. 微生物級潔凈:醫療耗材清洗合格率躍升99.7%?通過超臨界CO?清洗技術,匠誠設備可在38℃低溫下***注射器組件內壁生物膜。某醫療器械廠應用后,微粒污染值從300個/件降至≤5個/件,符合GMP A級潔凈標準。設備配備的等離子體活化模塊,更使高分子材料表面能提升至72mN/m,確保后續滅菌工序有效性。?6. 秒級切換:多品類混線生產的柔性升級?匠誠智能清洗線搭載磁懸浮輸送系統,支持2分鐘內完成汽車鋁輪轂與工程機械配件的生產切換。某代工廠引入后,處理品類從單一品類擴展至87種異形件,設備OEE(綜合效率)仍保持92%以上。動態壓力補償技術更實現不同材質工件的差異化清洗,鑄鋁件與塑料件的混線生產效率提升3倍。?7. **級防護:腐蝕性介質清洗設備壽命延長5倍在鋰電池極耳焊接場景中,配備惰性氣體環境隔離系統,將氧氣濃度控制在5%以下,有效抑制火花飛濺風險。徐州涂裝設備噴漆涂裝流水線機械手自動噴涂
涂料黏度變化(如稀釋劑配比偏差)會導致霧化顆粒直徑波動,影響涂層質量并增加材料損耗?。武漢噴漆涂裝流水線大幅度解放人力
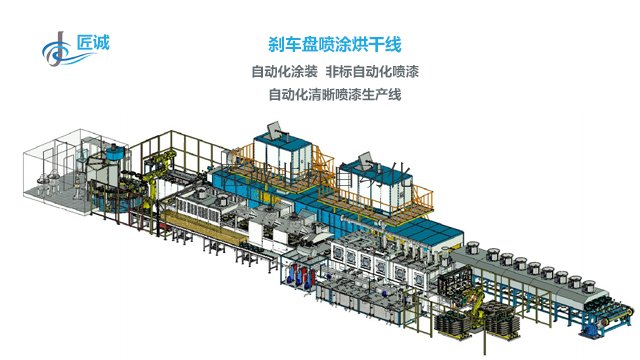
自動噴涂生產線工作原理及維修手冊一、工作原理?系統構成??前處理設備?:通過脫脂、磷化等工序***工件表面油污與雜質,確保噴涂附著力?2。?輸送系統?:采用鏈條、滾筒或磁懸浮裝置,按預設速度(0.5-12m/min)輸送工件,支持連續或間歇式運行?12。?噴涂單元?:?智能噴槍?:通過光電傳感器識別工件位置,按程序設定軌跡噴涂(如往復式、旋杯式),霧化粒徑控制在15-50μm?12。?參數控制?:氣壓(0.3-0.6MPa)、出漆量(200-800mL/min)、噴涂距離(15-30cm)通過PLC精細調節?2。?除塵系統?:采用干式濾筒或濕式水簾裝置,過濾效率≥98%,廢氣排放符合GB16297標準?1。?干燥固化?:通過紅外、熱風或UV固化爐,溫度控制精度±2℃,固化時間壓縮至傳統工藝的1/3?2。武漢噴漆涂裝流水線大幅度解放人力
- 茂名涂裝設備非標自動化設備促銷價格 2025-06-03
- 撫順靜電噴涂非標自動化源頭供應商 2025-06-03
- 撫順全自動化非標自動化設備設備生產廠家 2025-06-03
- 遼寧大型UV自動化非標自動化設備設備生產廠家 2025-06-03
- 溫州油漆噴漆噴涂非標自動化設備大幅度解放人力 2025-06-03
- 深圳大型UV自動化非標自動化提供涂裝解決方案 2025-06-03
- 溫州涂裝設備非標自動化源頭供應商 2025-06-03
- 九江工業自動化非標自動化機械手自動噴涂 2025-06-03
- 山東全自動化非標自動化源頭供應商 2025-06-03
- 保山工業自動化非標自動化設備 2025-06-03
- 靜安區安裝暖通空調控制價目 2025-06-04
- 廣東多功能智能冰箱廠家報價 2025-06-04
- 福建節能智能開門柜 2025-06-04
- 上海廚房空調供貨商 2025-06-04
- 蘇州一拖二防水插頭廠家 2025-06-04
- 江蘇國內專業智能開門柜廠家批發價 2025-06-04
- 河南鄭州單位直飲水機原理 2025-06-04
- 菏澤空氣能熱水器的價錢 2025-06-04
- 永嘉安裝霍尼韋爾 2025-06-04
- 江西常用的智能開門柜訂做價格 2025-06-04