
在珠寶加工領域,皮秒激光打孔技術為珠寶設計和制作帶來了新的可能性,兼具實用價值與藝術價值。對于一些珍貴寶石,如鉆石、紅寶石等,需要在其內部或表面制作微小孔用于鑲嵌或裝飾。皮秒激光打孔能夠在不損傷寶石整體結構和外觀的前提下,精確打出直徑從幾十微米到幾百微米的孔。例如在鉆石表面制作微孔用于鑲嵌細小的鉆石碎粒,以增加珠寶的璀璨效果;或者在寶石內部打出特定形狀的孔,通過填充特殊材料來創造獨特的光學效果。皮秒激光打孔的高精度和對寶石的低損傷特性,確保了珠寶加工的質量和藝術創意的實現,提升了珠寶的藝術價值和市場競爭力 。PET/PI/PP/PVC電磁防爆膜碳纖維薄膜皮秒激光切割機 大幅面多用途.鐘樓區半導體硅片超快激光皮秒飛秒激光加工超疏水接觸角激光
飛秒激光的特點更短脈沖:飛秒激光的脈沖時間比皮秒激光更短,進一步減少了對材料的熱損傷。更高精度:能夠實現比皮秒級別更高的精細加工,適用于更復雜的材料和形狀。皮秒飛秒激光加工,高精度切割超短脈沖寬度能夠實現極小的熱影響區,確保切口整齊、精度極高,尺寸偏差極小。無接觸加工避免了傳統機械加工可能造成的劃痕和破損,確保材料表面光潔度高,提升產品質量和美觀度。可加工復雜形狀通過精確控制激光束路徑,能輕松切割出各種曲線、小孔和特殊形狀。材料適應性廣適用于多種材料,包括金屬、陶瓷、玻璃等,具有廣泛的應用前景。清潔無污染設備清潔無污染,符合環保要求。泰州音膜 振膜 超快激光皮秒飛秒激光加工表面親疏水全自動激光加工狹縫片遮光片光闌片光柵片皮秒飛秒科研實驗。
陶瓷材料由于其高硬度、高熔點等特性,加工難度較大,而皮秒激光打孔技術為陶瓷材料加工帶來了新的突破。皮秒激光與陶瓷材料相互作用時,短脈沖能量迅速被材料吸收,使材料局部溫度急劇升高,導致材料氣化和等離子體形成,從而實現打孔。在陶瓷基板上制作微孔用于電子元件封裝時,皮秒激光打孔能夠精確控制孔的直徑和深度,且孔壁光滑,無明顯裂紋和熱影響區。與傳統加工方法相比,皮秒激光打孔**提高了加工效率和質量,降低了廢品率,在陶瓷基電子器件、傳感器等領域具有廣闊的應用前景 。
飛秒激光在材料的三維微加工方面具有獨特能力。借助先進的光束整形和控制技術,飛秒激光能夠在材料內部實現三維空間的精確加工。在制造微流控芯片時,飛秒激光可以在芯片內部構建復雜的微通道網絡,實現對微小流體的精確操控。這種三維微加工能力為微機電系統(MEMS)和生物醫學微器件的制造開辟了新的途徑,推動了相關領域的技術創新。皮秒激光在激光清洗領域具有***優勢。傳統的清洗方法可能會對被清洗物體表面造成損傷,而皮秒激光清洗則能夠利用其高能量密度的脈沖,精確地去除物體表面的污垢、氧化物和涂層等,同時對基底材料幾乎無損傷。在文物保護領域,皮秒激光清洗技術可用于去除文物表面的污垢和腐蝕層,恢復文物的原有風貌,且不會對文物的材質造成損害,為文物的長期保存和研究提供了有力支持。鎳片透光縫切割精細開槽狹縫片精細小孔光柵遮光片激光加工。

皮秒激光在激光誘導擊穿光譜(LIBS)技術中具有重要應用。LIBS 技術是一種用于元素分析的光譜技術,皮秒激光能夠在樣品表面產生等離子體,通過分析等離子體發射的光譜,可以確定樣品中的元素組成和含量。在環境監測領域,皮秒激光 LIBS 技術可用于快速檢測大氣、水體和土壤中的重金屬元素和污染物,具有分析速度快、無需復雜樣品預處理等優點,為環境監測提供了一種高效、便捷的分析方法。飛秒激光在納米材料的制備和加工方面具有重要意義。飛秒激光能夠通過多種方式制備納米材料,如激光燒蝕法、激光誘導自組裝等。在加工納米材料時,飛秒激光可以精確地對納米顆粒進行操控和改性,調整納米材料的尺寸、形狀和表面性質。例如,利用飛秒激光對納米金顆粒進行加工,可改變其表面等離子體共振特性,使其在生物醫學成像和光熱***等領域具有更廣泛的應用前景。藍寶石激光代加工精密切割鉆孔 激光微秒皮秒飛秒異形來圖定制。鐘樓區半導體硅片超快激光皮秒飛秒激光加工超疏水接觸角激光
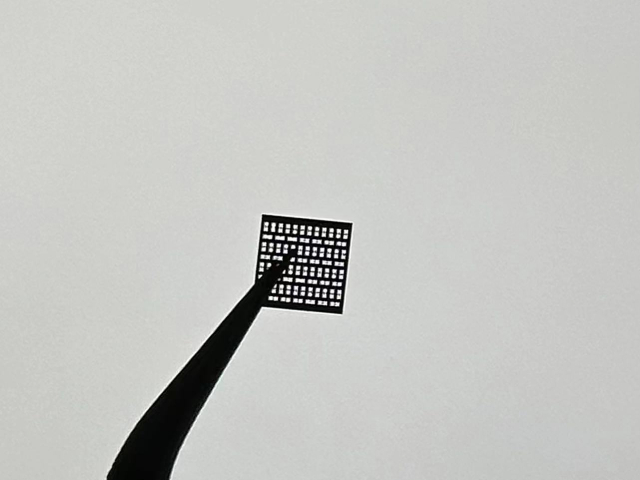
皮秒、飛秒激光小孔加工、微孔加工、微織構、微結構精細科研定制。鐘樓區半導體硅片超快激光皮秒飛秒激光加工超疏水接觸角激光
飛秒激光在切割薄膜時能體現出較高的精度。例如,在加工碳納米管薄膜微孔時,分析了激光參數對材料加工結果的影響規律。結果表明,波長為515nm的飛秒激光更適合用于碳納米管薄膜的切割,在推薦的工藝參數下可獲得良好的切割質量3。在對Tedlar復合材料-鋁薄膜(厚度為2μm)進行表面飛秒激光刻蝕時,當激光輸出功率為4.0W、光斑直徑為40μm和掃描速率為500mm/s的工藝條件下,鋁膜圖形激光刻蝕后尺寸精度及相對位置精度均優于10μm,滿足技術要求。并且研究發現,單位時間內極多數量飛秒激光脈沖的積累作用,使得鋁膜表面的作用區域溫度在極短時間內快速升高并超過鋁的熔點和氣化溫度,表面鋁膜**終被刻蝕去除。但當激光功率增大到5.5W時,界面處溫度達到了513.19K,超過了基底Tedlar材料的最高使用溫度,并在基底材料表面燒蝕產生點坑;當掃描速度從350mm/s增大至600mm/s時,出現的間斷點尺寸從1.2μm增大到2.7μm,造成激光刻蝕加工尺寸誤差高于10μm11。鐘樓區半導體硅片超快激光皮秒飛秒激光加工超疏水接觸角激光





