吹瓶模具設計制作的要求:尺寸精確、表面光潔;結構合理、生產效率高、易于自動化;制造容易、壽命高,江西專業PET吹瓶模具制造、成本低;設計符合工藝需要,經濟合理。模具結構設計和參數選擇須考慮剛性、導向性、卸料機構、定位方法、間隙大小等因素。模具上的易損件應容易更換。對于塑料模和壓鑄模,還需要考慮合理的澆注系統、熔融塑料或金屬流動狀態、進入型腔的位置與方向。為了提高生產率,江西專業PET吹瓶模具制造,江西專業PET吹瓶模具制造、減少流道澆注損失,可采用多型腔模具,在一模具內能同時完成多個相同或不同的制品。在大批量生產中應采用高效率、高精度、高壽命的模具。選擇一款好的吹瓶模具能夠極大壓低成本。江西專業PET吹瓶模具制造
吹瓶模具的重要性:在塑料瓶包裝市場,人們的印象里往往會注重吹瓶機器,吹瓶機器的好壞似乎會影響到塑料瓶的質量成為了天經地義的事情。但是人們卻很容易忽略吹瓶模具,事實上,吹瓶模具的質量對塑料瓶的影響也是不容忽視的。對于一個塑料瓶廠家來說,吹瓶機的投入是一次性的,但是吹瓶模具確是要長期不定時的投入。吹瓶模具是很多塑料瓶、塑料制品加工廠必備的,是一個很大的成本支出。因此,很多塑料瓶廠家為了節約成本,會在吹瓶模具采購選擇一些成本更低的模具。在這樣的背景下,也必然會產生一個問題。那就是吹瓶模具給塑料瓶包裝帶來的負面影響,以長久的發展來看,會造成更大的成本支出。一套吹瓶模具也是一筆不菲支出,使用時間越長越節省成本,所以吹瓶模具的質量至關重要,模具質量越好使用壽命越長,選擇一款好的吹瓶模具能夠極大壓低成本。同樣一款精美的產品也離不開一款高質量的模具。所以,對于塑料瓶包裝,加強質量監督不只要注重吹瓶機器,還要注重吹瓶模具。浙江專業吹瓶模具生產廠家要注重模具的表面保養,表面所指的是外觀保養,不能讓吹瓶模具的外觀受到損害。

吹瓶模具的工藝:1、氧化、脫碳敏感性。高溫加熱時抗氧化懷能好,脫碳速度慢,對加熱介質不敏感,產生麻點傾向小。2、淬硬性,淬火后具有均勻而高的表面硬度。3、淬透性。淬火后能獲得較深的淬硬層,采用緩和的淬火介質就能淬硬。4、淬火變形開裂傾向,常規淬火體積變化小,形狀翹曲、畸變輕微,異常變形傾向低。常規淬火開裂敏感性低,對淬火溫度及工件形狀不敏感。5、可磨削性,砂輪相對損耗小,無燒傷極限磨削用量大,對砂輪質量及冷卻條件不敏感,不易發生磨傷及磨削裂紋。
吹瓶模具的使用及其保養技巧:關于硬度很高的模具零件,選用機加工辦法無法加工,大多選用電火花加工,另外關于模具型腔的尖角、深腔部位、窄槽等也使用電火花加工。而數控車床首要用于加工模具桿類標準件,以及回轉體的模具型腔或型芯,如瓶體、盆類的吹瓶模具,軸類、盤類零件的鍛模。在模具加工中,數控鉆床的使用也可以起到提高加工精度和縮短加工周期的作用。保養:模具存儲環境應保持整齊、通風單調,無塵埃,較好能夠安排獨自的存放間和存放場所,以利于模具處理。哪些因素會影響到吹瓶模具的成型?

吹瓶模具怎么存放?1.在模腔/底模成型成形面涂上潔模膏,用干凈的醫用脫脂棉反復擦拭至鏡面,并將殘留的潔模膏清理干凈。2.用壓縮空氣清理各排氣孔,保證各孔暢通。3.將防銹潤滑劑均勻的噴涂于模具的內外表面,形成一層保護膜。4.用鎖模螺釘或專門用綁帶將模腔和底模合在一起,分別放在專門用的模具儲存架上進行擺放。5.模具必須存放在通風干燥的環境中,溫度20~25℃,相對濕度30~50%.6.拉伸桿在擺放時應將表面噴上防銹油,再將拉伸桿采用垂直懸空方式擺放,以避免拉伸桿平放受外力受壓變形。7.定期檢查模具,是否出現生銹或氧化現象。如何選擇優良的吹瓶模具?食品包裝的吹瓶模具生產
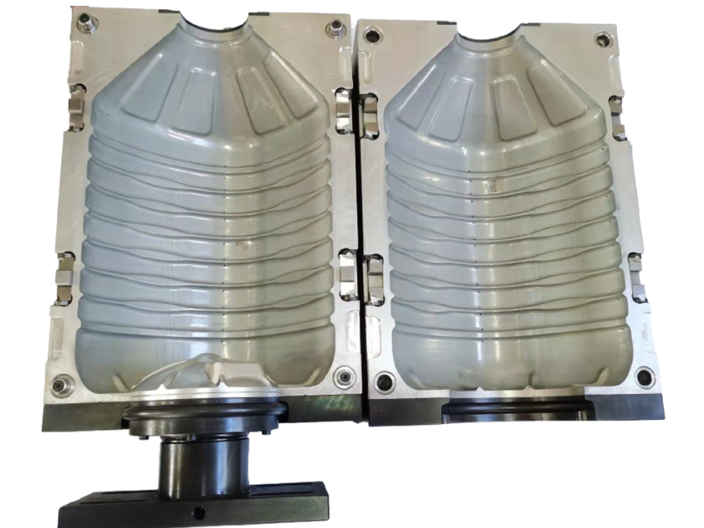
新型的吹瓶模具結構設有相對應的一、二側模組。江西專業PET吹瓶模具制造
吹瓶模具型腔的設計要求:吹瓶模具型腔直接確定制品的形狀、尺寸與外觀性能。用于PE吹瓶的模具型腔表面應稍微有點粗糙。否則,會造成模具型腔排氣不良,夾留有氣泡,使制品出現“橘皮紋”的表面缺陷。還會導致制品的冷卻速率低且不均勻,使制品各處的收縮率不一樣。由于PE吹瓶模具的溫度較低,加上型坯吹脹壓力較小,吹脹的型坯不會楔人粗糙型腔表面的波谷,而是位于或跨過波峰,這樣,可保證制品有光滑的表面,并提供微小的網狀通道,使模腔易于排氣。江西專業PET吹瓶模具制造
臺州市弘凱模具有限公司致力于機械及行業設備,是一家生產型公司。公司業務涵蓋瓶胚模具 ,瓶蓋模具,pet瓶胚模具,吹瓶模具等,價格合理,品質有保證。公司從事機械及行業設備多年,有著創新的設計、強大的技術,還有一批專業化的隊伍,確保為客戶提供良好的產品及服務。在社會各界的鼎力支持下,持續創新,不斷鑄造高質量服務體驗,為客戶成功提供堅實有力的支持。