PET吹瓶模具吹瓶過程中常見問題點:一、底部成型不飽滿,這種現象通常會使得瓶子穩定性不好,易倒,雖然問題不大,但是容易倒的瓶子,人們通常在使用時,卻有著困惑。瓶子的底部成型不飽滿,是因為吹氣時的瓶坯溫度太高,模泡吹起太快,因此造成了底部偏輕成型不飽滿。二、螺紋區域膨脹,這種現象的通常是溫度過高,因此在吹瓶時,容易發生這種現象。在吹瓶的過程中,可以聽見漏氣的聲音,如果熱度太高,就會出現短時間的*現象。螺紋區域膨脹,是由于周圍空氣的溫度征稿,烘爐內的氣流冷卻的效果降低了,河北塑料瓶吹瓶模具生產,河北塑料瓶吹瓶模具生產,河北塑料瓶吹瓶模具生產,因此會導致溫度上升給螺紋區域,造成了螺紋區域膨脹的現象。很多的吹瓶模具非常的厚重,吹瓶模具的主要材質是鋼材。河北塑料瓶吹瓶模具生產

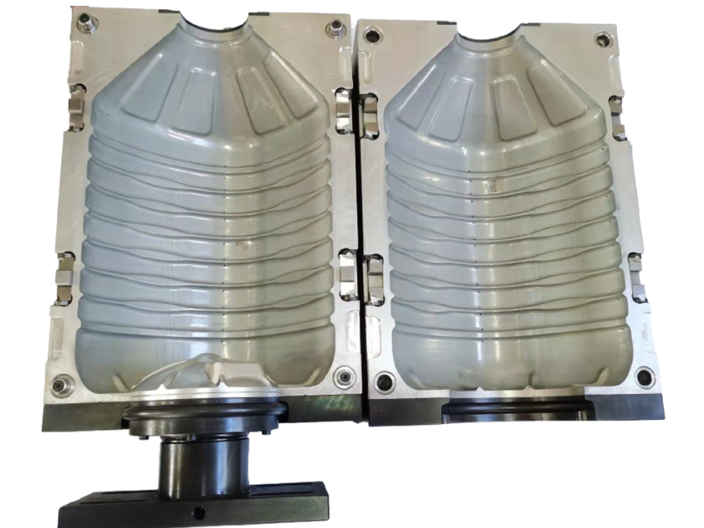
吹瓶模具基本原理:首先射出成型加工制出瓶胚,這是將熔膠射進模穴,然后迅速冷卻,使瓶胚溫度低于結晶溫度的范圍,制成透明的瓶胚;而后是將瓶胚加熱,使其高于玻璃轉化點溫度,然后延伸、吹氣和冷卻成型。加工方法:分為一段式和兩段式兩種。一段式是射出和吹氣在同一臺機器完成,射出成型的瓶胚冷卻到低于結晶溫度范圍,但仍保持在熱彈性的狀態,吹氣成瓶。兩段式是由射出成型機和中空成型機兩臺機器完成。首先由射出成型機制成瓶胚后,將瓶胚冷卻至凝固溫度脫膜取出,冷卻到室溫,待要吹瓶時,再送進中空成型機將瓶胚加熱至吹瓶溫度,然后吹氣、冷卻成型。河北塑料瓶吹瓶模具生產現在一模多腔的吹瓶模具受到塑料瓶制造企業的歡送度越來越高。
吹瓶模具行業要加快信息技術的應用,要傾心打造柔性專業化制造平臺,在不斷滿足顧客個性化需求的同時,提高自身的規模和專業化制造水平。大規模定制是對傳統的生產規模的一種突破,它克服 單件、小批量和規模效益的兩難課題為我國模具的市場競爭力的提升創造了條件。 ERP 技術成功應用,已經在部分模具制造企業產生了明顯效果,為大規模定制生產提供了可能。 ERP 技術不只對制造企業本身進行控制,而且還將管理延伸到客戶和供應商,將有可能帶動吹瓶模具相關產業共同發展。
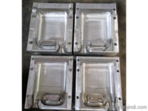
吹瓶模具的要點:1、收縮和變形,塑料易收縮,有些塑件易變形,無論如何預防,塑件在冷卻階段都會發生變形。在這種條件下,就要改變成型模具的外形來適應塑件的幾何偏差。例如:盡管塑件壁保持平直,但其基準中心已偏離10mm;可以抬高模具底座,以調整這種變形的收縮量。2、收縮量,在制造吸塑成型模具時一定要考慮到下列的收縮因素。①成型制品收縮。如果不能清楚地知道塑料的收縮率,則必須取樣或用相似形狀的模具通過試驗來得到。注意:通過這種方法只能得到收縮率,不能得到變形尺寸。②中間介質的不利影響造成的收縮,如陶瓷、硅橡膠等。③模具所用材料的收縮,如鑄造鋁時的收縮。大多數吹瓶模具都有設計冷卻區。

吹瓶模具有哪些日常操作的要點:1、電源系統:檢查吹瓶模具電源及操控系統、加熱系統等,供認都處于正常情況。對于需求運用潤滑油的部位,守時補償潤滑油,以保證設備的正常運轉。急停開關、氣源、水源等部件是否處于正常作業。2、元件作業:檢查氣動元件的密封性是否正常,動作是否活絡。運動元件是否健壯,傳動皮帶作業是否正常。3、模具設備:模具的合模精確度對吹瓶產品的影響非常直觀,開機前要將吹瓶所用的模具精確設備好,保證產品的正確成型。4、氣流量和壓力:吹瓶時氣流量過大/壓力高會構成產品中心點薄、偏,腳部發白、壁厚不均;氣流量過小/壓力低則中心點偏厚,吹瓶不充分。5、加熱燈管:檢查加熱燈管是否作業正常,有無損壞、開裂。運用不同吹瓶材料時供認加熱溫度在適宜范圍內,及時進行調整。要注重模具的表面保養,表面所指的是外觀保養,不能讓吹瓶模具的外觀受到損害。河北塑料瓶吹瓶模具生產
不同表面質量、不同結構的吹瓶模具要求不同的模具溫度。河北塑料瓶吹瓶模具生產
吹瓶模具需要注意的事情:1、查模具旁邊面的高壓過濾器是否曉暢,避免它影響高壓氣的供給;2、查查路閥的工作情況,以確保吹氣時定位精確;3、查吹氣的氣流操控元件,確保正確的設定值,且內部暢通無阻塞;4、確保吹氣能夠在比較短時間里結束,否則,吹瓶時會給PET物料帶來額定的冷卻;5、確保模具上一切的通風孔無堵塞。5、確保運送臂的調整精確無誤;還有,吹氣芯場所模具的找正也有聯系。6、調整冷卻板的方位,使之能夠對瓶胚的螺紋區加以更強的維護。河北塑料瓶吹瓶模具生產
臺州市弘凱模具有限公司辦公設施齊全,辦公環境優越,為員工打造良好的辦公環境。專業的團隊大多數員工都有多年工作經驗,熟悉行業專業知識技能,致力于發展弘凱的品牌。公司不僅僅提供專業的模具,塑料制品,機械設備制造,加工,銷售 ,同時還建立了完善的售后服務體系,為客戶提供良好的產品和服務。誠實、守信是對企業的經營要求,也是我們做人的基本準則。公司致力于打造高品質的瓶胚模具 ,瓶蓋模具,pet瓶胚模具,吹瓶模具。