PET瓶胚在注塑時的留意事項有哪些?1、塑料的處理:由于PET大分子中含有脂基,具有必定的親水性,粒料在高溫下對水比照靈敏,當水份含量逾越*限時,在加工中PET分子量下降,制品帶色、變脆。困此,在加工前有必要對物料進行單調,其單調溫度為150℃,4小時以上,一般為170℃,3-4小時。可用空射法查驗材料是不是徹底單調。 回收料比例一般不要逾越25%,且要把回收料徹底單調,杭州專業汽水碳酸飲料瓶瓶胚模具廠。2、注塑機選用:PET由于在熔點后安穩的時間短,而熔點又較高,因此需選用溫控段較多、塑化時自抵觸生熱少的打針系統,而且制品(含水口料)實踐重量不能小于機器打針量的2/3,杭州專業汽水碳酸飲料瓶瓶胚模具廠。根據這些要求,杭州專業汽水碳酸飲料瓶瓶胚模具廠,福能近年開發了中小系列的PET塑化系統。鎖模力按大于6300t/m2選用。瓶胚模具一般都比較細長。杭州專業汽水碳酸飲料瓶瓶胚模具廠

PET瓶胚注塑模具進行保養的原因是:下降停機檢修時刻。瓶胚模具在使用過程中,總有或許呈現較大故障而需求停機檢修,在停機時不能再繼續作業,因而,都期望停機時刻越短越好,停機次數越少越好。而模具的較大故障往往并不是忽然呈現的,它有一個堆集過程,如滑動部位缺油會導致磨損的加劇,如能及時保養,及時加油,PET注坯模具就會削減磨損。使得模具的停機延遲到來,又如在斜導柱側向抽芯機構中,固定斜導柱的螺釘發作松動,使得斜導柱的位置發作變化,嚴重時可使斜導柱變形,乃至折斷,而在保養中就會及時發現這些問題,將之及時緊固,這些類似問題就不會發作了。河北瓶胚注塑模具加工瓶胚模具拋光方法有哪些?

PET瓶通過吹塑再次加工形成塑料瓶,包括化妝品、醫藥、保健、飲料、礦泉水、試劑等包裝所用的瓶子,這種制瓶法叫做二步法,即通過注塑加工形成瓶胚。解PET瓶胚模具常見的問題、原因以及解決方式。現象:PET瓶胚不透明;原因:可能是因為原料干燥及塑化不足;或者混入其它塑料,純凈度不高;再者料溫太低,導致PET瓶胚不透明。解決方式:檢查是否干燥料溫太小或注射量不相配,必須保證原料在165度干燥至水分含量少于0.02%;且在制造時必須保證干燥在四個小時以上;此外,還可以試著提高螺桿的轉速。
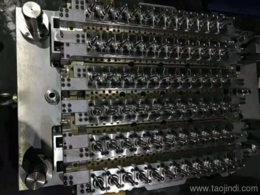
瓶胚采用電腦設計,提高吹瓶的成品率,模具注腔.注芯選用原廠預熱處理模具鋼制造。螺紋口按國際標準制造,材料選用進口氮化鋼、硬度高、使用壽命長。熱流道設計先進,加熱溫度均勻。多腔瓶胚模具里的成型零件采用S136不銹鋼材料,且經過熱處理,模具硬度強、耐用,更好的保證模具的品質,其壽命可達500萬模次。根據客戶與市場需求,可提供多種瓶克重、形狀設計方案,實現鑲塊互換功能,節約時間成本和昂貴的材料費用,也便于后期的維修、保養。塑料瓶瓶胚模具的疲勞斷裂機能主要取決于其強度,韌性,硬度,以及材料中夾雜物的含量。

PET瓶胚注塑時應該注意:模具及澆口設計,PET瓶胚一般用熱流道模具成型,模具與注塑機模板之間要有隔熱板,其厚度為12mm左右,而隔熱板一定能承受高壓。排氣必須充足,以免出現局部過熱或碎裂,但其排氣口深度一般不要超過0.03mm,否則容易產生飛邊。熔膠溫度,可用空射法量度。270-295℃不等,增強級GF-PET可設為290-315℃等。注射速度,一般注射速度要快,可防止注射時過早凝固。但過快,剪切率高使物料易碎。射料通常在4秒內完成。背壓,越低越好,以免磨損。一般不超過100bar。通常無須使用。精密復雜的瓶胚模具要進行預先軟氮化。河北瓶胚模具報價
瓶胚模具目前的應用是較為普遍的。杭州專業汽水碳酸飲料瓶瓶胚模具廠
塑料瓶瓶胚模具設計過程的要點:塑料瓶應具有滿足的剛度和漂亮的外形,塑料瓶常見的外形有圓形、方形、橢圓形等。從運用視點來看,它們各自有其優缺點。圓形塑料瓶剛度較高,但外形不漂亮。方形塑料瓶外形漂亮,但成型時不易控制塑料瓶壁厚均勻。橢圓形塑料瓶,剛度也較高,但模具的制造費用較高。因此為確保塑料瓶的剛度,除挑選剛度高的資料外,還要經過塑料瓶的外形規劃,增強塑料瓶的剛度和耐負荷強度。塑料瓶使產品具有展現功用,塑料瓶能夠經過漂亮的外型,艷麗的顏色,光亮的外表和透明性,顯現產品的展現功用,招引顧客,激起顧客的購買欲。塑料瓶應具有運用便利的功用,塑料瓶的瓶口規劃要思考敞開便利,且能屢次敞開和關閉,傾倒內容物要便利,不能發生濺射傷人表象。杭州專業汽水碳酸飲料瓶瓶胚模具廠
臺州市弘凱模具有限公司辦公設施齊全,辦公環境優越,為員工打造良好的辦公環境。在弘凱模具近多年發展歷史,公司旗下現有品牌弘凱等。公司以用心服務為重點價值,希望通過我們的專業水平和不懈努力,將模具,塑料制品,機械設備制造,加工,銷售 等業務進行到底。誠實、守信是對企業的經營要求,也是我們做人的基本準則。公司致力于打造高品質的瓶胚模具 ,瓶蓋模具,pet瓶胚模具,吹瓶模具。